
Acoustic Diagnostics
Acoustic Diagnostics services from MISTRAS apply sound-based inspection and monitoring techniques to evaluate asset condition without interrupting operations. These services are used to detect active damages such as leaks and corrosion, and assess structural or mechanical integrity risks in assets that may not be visible through conventional inspection methods. As an industry pioneer in acoustic emission (AE) testing, MISTRAS delivers decades of technical expertise and proprietary technologies to support acoustic diagnostic services.
Schedule expert consultation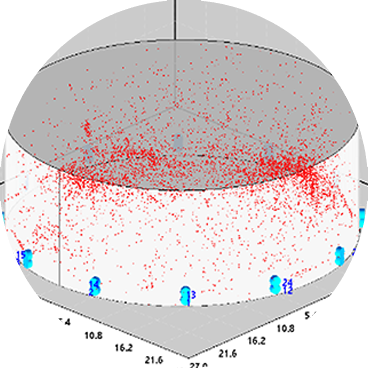
Listening to assets to reveal conditions that can’t be seen
Not all asset issues are visible through surface inspection alone. Acoustic Diagnostics leverage the sound and vibration generated by operating assets to help identify leaks, degradation, or abnormal behavior at an early stage. By capturing and analyzing acoustic signals, these services provide an additional layer of insight that supports timely intervention and more informed asset management decisions.
Acoustic monitoring enables detection of leaks in boiler tubes, valves, and more as they develop, often before visible damage or performance degradation occurs. This early awareness supports quicker response and helps limit escalation of asset issues.
Acoustic diagnostics can be applied while assets remain in service, allowing condition assessment without shutdowns, disassembly, or invasive inspection activities. This approach supports ongoing monitoring while maintaining operational continuity.
Acoustic diagnostics services analyze acoustic data generated during operation to provide insight into asset behavior and condition. This analysis supports evaluation of observed changes and helps guide follow-up inspection or maintenance activities when needed.

The right solution for every asset challenge
Explore our acoustic diagnostics services below and contact MISTRAS to apply sound-based inspection and monitoring approaches tailored to your assets and operating conditions.
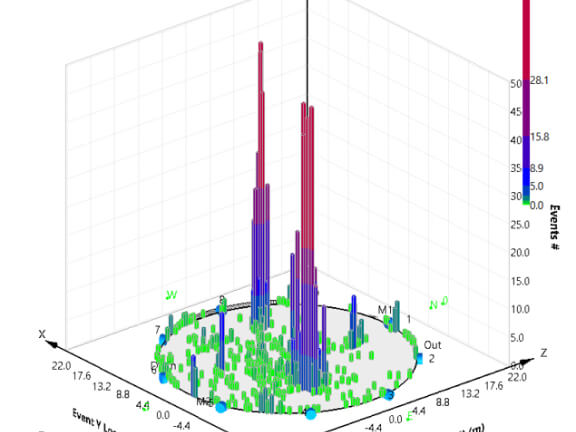
TankPAC
TankPAC applies acoustic monitoring techniques to assess the condition of aboveground storage tank floors. This service supports detection of active corrosion, cracking, or leakage mechanisms by analyzing acoustic activity generated within the tank structure during operation, with operators receiving a graded report of the overall tank floor condition.
Learn more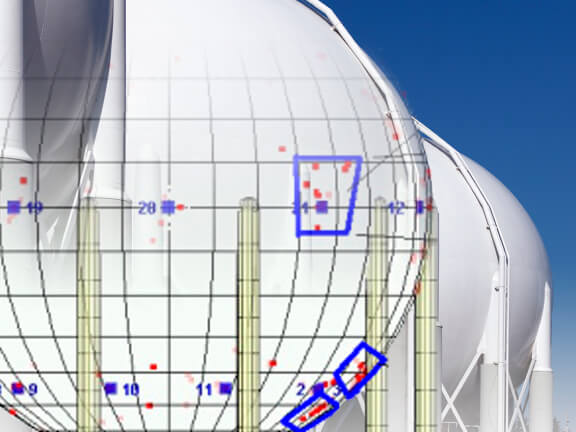
MONPAC
MONPAC uses acoustic emission monitoring to evaluate pressure equipment and structural assets during operation or controlled loading. This service supports identification of active damage mechanisms by detecting acoustic signals associated with material degradation or defect growth.
Learn more
VPAC
VPAC applies acoustic inspection techniques to detect and quantify through-valve leakage. This service supports evaluation of valve condition by identifying acoustic signatures associated with internal or external leakage during operation.
Learn moreFind your solution
Whatever the challenge, we have the depth of expertise and breadth of solutions to deliver certainty.
Solve your most complex challenges
Partner with MISTRAS Field Services to inspect, access, and repair your critical assets. Contact our experts to define the integrated solution that maximizes your safety and operational uptime.
Schedule expert consultation